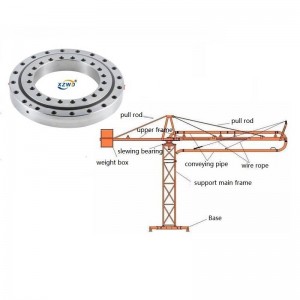
fani za kugeuza za wajibu mzito na pete ya kunyoa ya gia ya Nje




Nguvu ya mawasiliano na kupinda ya gia chini ya mizigo ya mwisho na ya uchovu ilihesabiwa na kuthibitishwa kulingana na ISO6336-1:2006, ISO6336-2:2006 na ISO6336-3:2006 mtawalia.Sf ni 1.48 na kibali cha wavu wa gia hurekebishwa kwa sehemu ya juu zaidi ya radial kuishakuzaa kuuamzunguko wa lami ya gia.Kiwango cha chini cha kusafisha meno kwa kawaida ni 0.03 hadi 0.04x moduli, na uondoaji wa matundu ya gia kwenye mduara mzima unahitaji kuangaliwa upya baada ya kufunga kwa mwisho.kuzaa kuua.
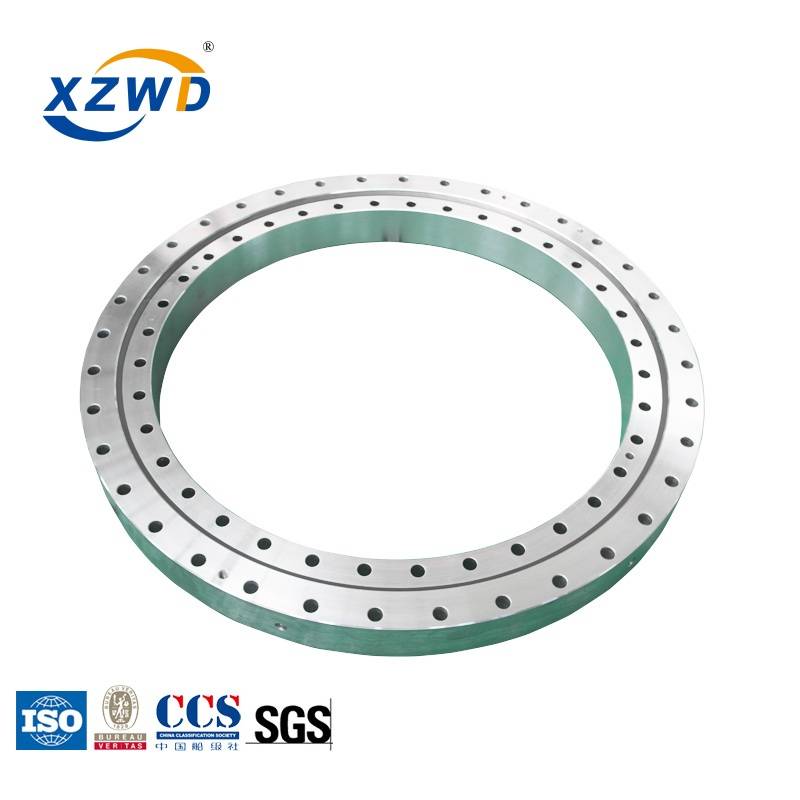
Safu-moja ya pointi nne mpira wa slewing pete mpira wa ndani machining usahihi na ndani raceway machining usahihi si ya juu, au kuna kasoro ya ubora na ukosefu wa mafuta ya kulainisha katika mbio roller na mgongano spacer, kuathiri moja kwa moja uendeshaji laini wa pete slewing. na kelele, hivyo wakati wa kuangalia kasoro za pete za kupiga, wakati mwingine kwa kuchukua nafasi ya mpira ili kupunguza mzunguko wa kushindwa.
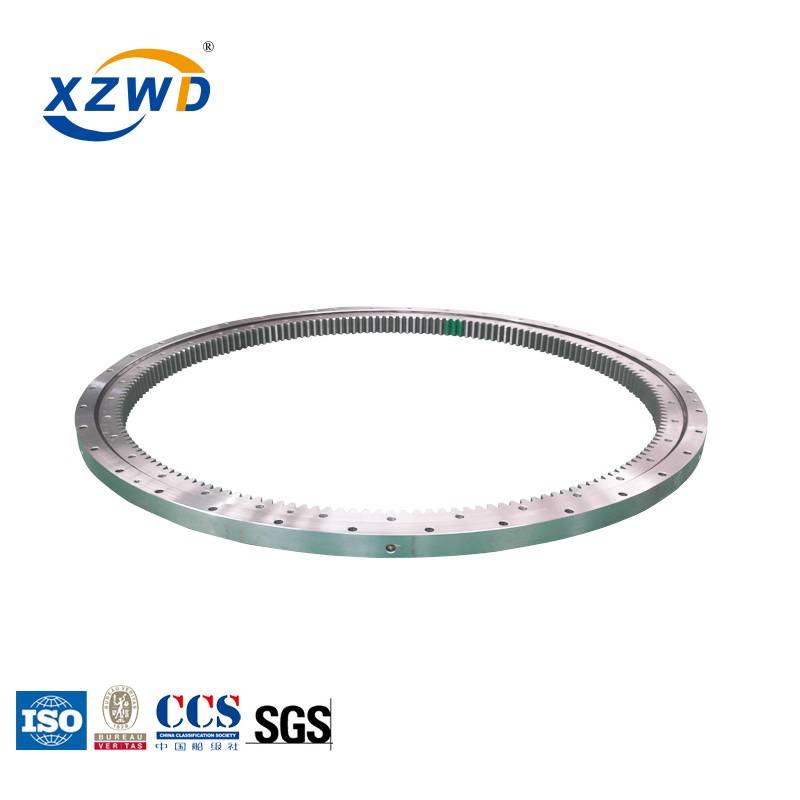
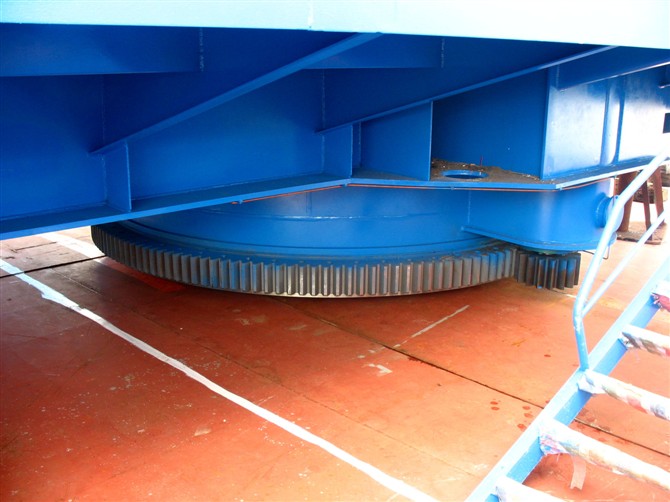
Kwa sababu ya gia iliyo chini ya mzigo baada ya muda mrefu wa kufanya kazi, kutakuwa na kipande kidogo cha chuma au ukanda wa chuma karibu na mstari wa lami, kuchimba au kusaga chips za chuma, uundaji wa shimo au meno.slewing kuzaa jino uso mashimo na ongezeko la muda wa kufanya kazi na kupanua ili slewing kuzaa mesh uharibifu wa meno, mnara crane Rotary kelele na athari kuongezeka, mzunguko wa athari chini ya chembe za chuma na kuongeza kasi ya kuvaa kwa uso wa pete ya pete, kutengeneza mzunguko mbaya.Kwa kuongezea, utengenezaji na mkusanyiko wa injini ya kuanza katika utaratibu wa pete ya kunyongwa ina kasoro zake za kutoa jitter ya athari, na mchakato wa ushiriki wa gurudumu la kuendesha gari na kuzaa kwa slewing hauna msimamo, ambayo pia huongeza mzunguko wa jitter na kelele ya kurudi tena. desibeli.

Ikiwa ubora wa weld hauko kwenye kiwango, kasoro ya weld inahitaji kufanyiwa kazi upya na kutengenezwa upya.Katika kukarabati kulehemu kukarabati si tu kuzalisha dhiki mpya kulehemu na flatness ya uso machined mounting pia kuwa na athari kubwa, wakati huo huo kulehemu sasa yanayotokana katika kuzaa slewing kwa njia ya ndani rolling mwili na slewing pete mbio pia. kusababisha uharibifu fulani.Kwa kuongeza, hitilafu za mkusanyiko katika mkusanyiko wa utengenezaji, usakinishaji wa shamba wa nyuzi za pini na upakiaji wa awali wa bolt pia unaweza kutoa kelele isiyo ya kawaida au gumzo ikiwa mahitaji hayatafikiwa.
slewing pete aina kuu ni aina ya nje na ya ndani, kubwa na ndogo gia matundu hafifu, wakati mwingine tight, wakati mwingine huru, katika jino slewing pete kukimbia nje upeo nafasi meshing tight sana kuzalisha kelele.Kwa hivyo mchakato wa utengenezaji ni muhimu.Kitambaa cha kunyoosha kimeachwa tu kiwandani kikiwa katika hali ya kutofanya kazi kitatoa sauti ya sare ya mpira wa chuma, ambayo ni ya kawaida.Kama vile katika sare mlio wa kawaida unaoambatana na mlio mwingine mkubwa usio wa kawaida ni usio wa kawaida.Kuna sababu nyingi za kushindwa.
1. Kiwango chetu cha utengenezaji ni kulingana na kiwango cha mashine JB/T2300-2011, pia tumepatikana Mifumo ya Kusimamia Ubora (QMS) ya ISO 9001:2015 na GB/T19001-2008 yenye ufanisi.
2. Tunajitolea kwa R & D ya kuzaa slewing maalum kwa usahihi wa juu, madhumuni maalum na mahitaji.
3. Kwa malighafi nyingi na ufanisi wa juu wa uzalishaji, kampuni inaweza kusambaza bidhaa kwa wateja haraka iwezekanavyo na kufupisha muda wa wateja kusubiri bidhaa.
4. Udhibiti wetu wa ubora wa ndani unajumuisha ukaguzi wa kwanza, ukaguzi wa pande zote, udhibiti wa ubora wa mchakato na ukaguzi wa sampuli ili kuhakikisha ubora wa bidhaa.Kampuni ina vifaa kamili vya upimaji na njia ya juu ya upimaji.
5. Timu yenye nguvu baada ya mauzo ya huduma, kutatua matatizo ya wateja kwa wakati, kutoa wateja na huduma mbalimbali.